 食品机械设备网
食品机械设备网










详细介绍

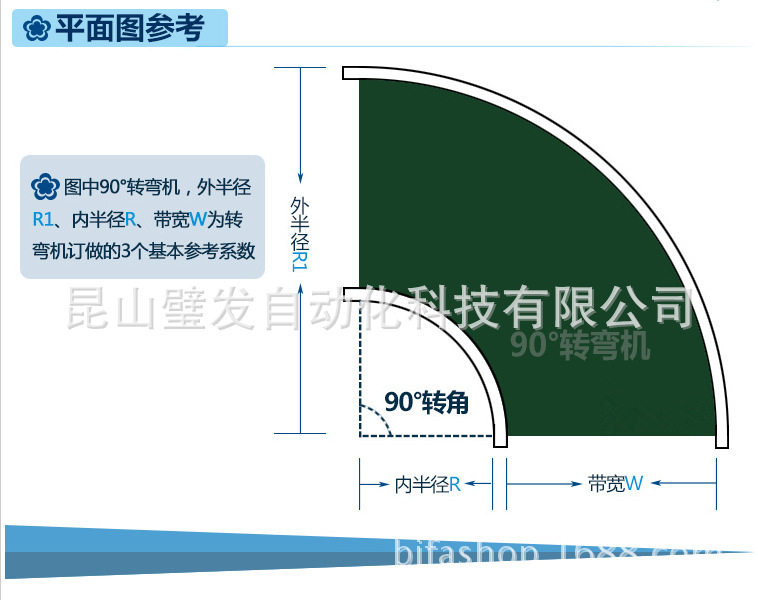



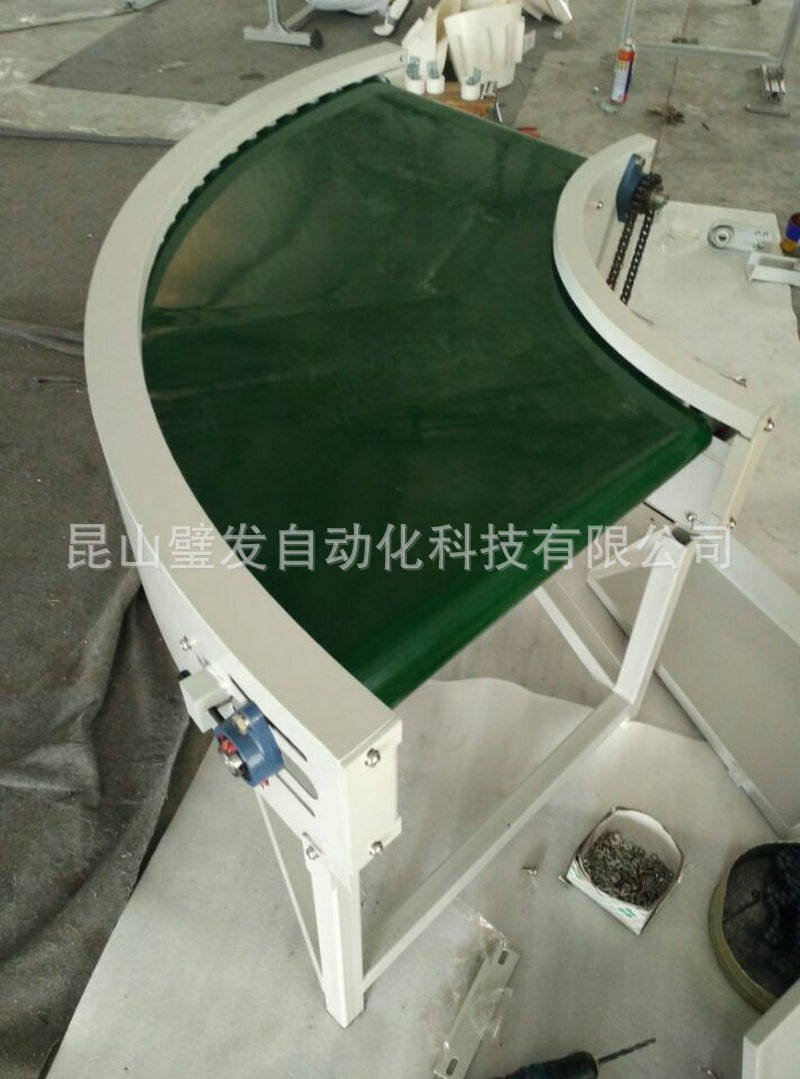
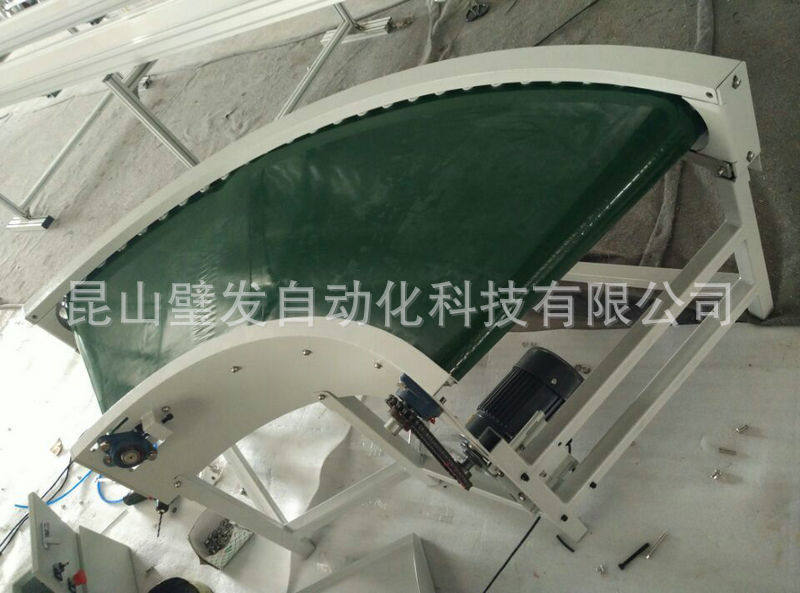












可升降输送线
说明
1、输送线(内部己放置固定所需预埋螺母)
2、升降调节可移动式脚架(己放置固定所需预埋螺母与螺杆)
3、横梁(己放置固定所需角件、预埋螺母与螺杆)
输送线常见问题与解决方法
A、输送带在设备上某一部位单方跑偏
(1)、输送机架弯曲所致,应检查弯曲部位,调整直线度和水平度。
(2)、跑偏部位以前的几个托辊与输送带运行方向不垂直,应加以调节。
(3)、托辊上有块状附着物。需及时清除并安装刮板和其他清扫装置。
(4)、托辊转运不良、需搞好保养,加强润滑。
(5)、辊筒的中心偏移或粘有物料,要调整辊筒中心、安装刮板、去掉块状附着物。
(6)、投料装置位置不合适,需校正投料装置的位置。
B、输送带的特定部位在机体全长范围上跑偏
(1)、输送带接头弯曲,应修理接头,改善接头附近带体直线度。
(2)、输送带本身直线度不足,使用自动调中心辊(局部的轻微直线度不足在负载转数日
适应后能自行校正,少数情况下,需要修正或修理),安装在靠近尾轮返回一侧,以使物料在*部位运载。
C、输送带全体跑偏
(1)、输送机机架弯曲,应检查调整输送机全长范围的直线度和水平度。
(2)、物料装载位置不正,即物料块在输送带上左右不均,重量不平衡,应改进投料位置。
(3)、有时跑偏,有时不跑偏,一般是由于风的原因引起的,应安装防风罩和自调中心辊。
(4)、一侧托辊下降所致。应把左右托辊调到一个高度。
D、输送带运行不平稳(不固定跑偏)
输送带比较硬,使用初期成槽性不好导致跑偏,一般是使用数日之后即能消除;若使用长时间后仍有此现象,则应该安装自动调中心辊,不可调正时需更换输送带。
E、上覆盖胶出现划伤、撕裂、剥离、异常磨损等现象。
(1)、挡板长度不足所致,应将挡板长度调整放长,直到输送带上的物料稳定为止。
(2)、档板开档不合适所致。档板开档应该是输送带宽度的2/3-3/4,块状物料时应窄一些。挡板呈扇形(开口顺着运行方向),并能调整开度大小。
(3)、输送带和挡板的间隔不合适。先把挡板的输送带运行方向一侧与输送带相触,之后慢慢加大间隔到适当位置,以减少挡板对输送带的磨损。
(4)、挡板的材质不合适。挡板材质过硬,或者使用旧输送带而帆布露出,以致直接与输送带接触,应选用合适的橡胶挡板。
(5)、投料方向不合适,即物料落下的方向与输送带运行方向不同,以致产生横向力,使输送带跑偏或受磨损加剧,应调整落料方向。
(6)、物料的落料角度和落差不合适所致。应减少角度,使物料落在输送带上不弹跳。落差大而输送带受到很大冲击时,应采取措施,以降低投料时的速度。
(7)、物料的落料速度不对所致,由于物料的落料速度和输送带的速度调整得不好,物料落在输送带上的瞬间打滑,由此磨损上盖胶时,要调整落料速度,使之与输送带速度*。
(8)、下托辊粘有物、,不转动或没调整好,上盖胶异常磨损,应采取如下几种方法:安装清扫器、清洗输送带、在返回辊上安装橡皮套、修理或更换返回辊。
F、非工作面附盖胶严重磨损
(1)、托辊及辊筒表面状态不良所致。托辊和辊筒破损、有附着物,需要修理,必要时安装消除附着物的挡板。
(2)、托辊转动不良,应搞好维修,加强润滑。
(3)、成槽托辊过于倾斜。应加以调整使之与输送带方垂直,误差不超过2度。
(4)、输送带在驱动辊筒上打滑。应检查张力是否正常,并适当加大张力。另外,为了防止打滑,在驱动辊筒上包橡胶或使用压紧辊筒来增大包角。
G、输送带的边缘损伤
(1)、输送带边胶在辊筒或机架上过度磨擦或弯曲所致。检查输送带是否跑偏,并进行修理。
(2)、头部辊筒前的*成槽托辊离头部辊筒过近或过高所致,需调整托辊位置。
H、输送带伸长过长这是张力过大所引起的
(1)、尽量减少张紧负荷;
(2)、用胶面滚筒或增加包角,以改善驱动效率,减少张力。
(3)、使托辊转动良好,尽量减少输送带运行时的负荷
(4)、用同一速度,但减少输送量。
(5)、不改变输送量而加大输送带速度;
普通输送线
说明
1、输送线(内部己放置固定所需预埋螺母)
2、升降调节可移动式脚架(己放置固定所需预埋螺母与角件)
3、横梁(己放置固定所需角件、预埋螺母)
输送线常见问题与解决方法
A、输送带在设备上某一部位单方跑偏
(1)、输送机架弯曲所致,应检查弯曲部位,调整直线度和水平度。
(2)、跑偏部位以前的几个托辊与输送带运行方向不垂直,应加以调节。
(3)、托辊上有块状附着物。需及时清除并安装刮板和其他清扫装置。
(4)、托辊转运不良、需搞好保养,加强润滑。
(5)、辊筒的中心偏移或粘有物料,要调整辊筒中心、安装刮板、去掉块状附着物。
(6)、投料装置位置不合适,需校正投料装置的位置。
B、输送带的特定部位在机体全长范围上跑偏
(1)、输送带接头弯曲,应修理接头,改善接头附近带体直线度。
(2)、输送带本身直线度不足,使用自动调中心辊(局部的轻微直线度不足在负载转数日适应后能自行校正,少数情况下,需要修正或修理),安装在靠近尾轮返回一侧,以使物料在*部位运载。
C、输送带全体跑偏
(1)、输送机机架弯曲,应检查调整输送机全长范围的直线度和水平度。
(2)、物料装载位置不正,即物料块在输送带上左右不均,重量不平衡,应改进投料位置。
(3)、有时跑偏,有时不跑偏,一般是由于风的原因引起的,应安装防风罩和自调中心辊。
(4)、一侧托辊下降所致。应把左右托辊调到一个高度。
D、输送带运行不平稳(不固定跑偏)
输送带比较硬,使用初期成槽性不好导致跑偏,一般是使用数日之后即能消除;若使用长时间后仍有此现象,则应该安装自动调中心辊,不可调正时需更换输送带。
E、上覆盖胶出现划伤、撕裂、剥离、异常磨损等现象。
(1)、挡板长度不足所致,应将挡板长度调整放长,直到输送带上的物料稳定为止。
(2)、档板开档不合适所致。档板开档应该是输送带宽度的2/3-3/4,块状物料时应窄一些。
挡板呈扇形(开口顺着运行方向),并能调整开度大小。
(3)、输送带和挡板的间隔不合适。先把挡板的输送带运行方向一侧与输送带相触,之后慢慢加大间隔到适当位置,以减少挡板对输送带的磨损。
(4)、挡板的材质不合适。挡板材质过硬,或者使用旧输送带而帆布露出,以致直接与输送带接触,应选用合适的橡胶挡板。
(5)、投料方向不合适,即物料落下的方向与输送带运行方向不同,以致产生横向力,使输送带跑偏或受磨损加剧,应调整落料方向。
(6)、物料的落料角度和落差不合适所致。应减少角度,使物料落在输送带上不弹跳。落差大而输送带受到很大冲击时,应采取措施,以降低投料时的速度。
(7)、物料的落料速度不对所致,由于物料的落料速度和输送带的速度调整得不好,物料落在输送带上的瞬间打滑,由此磨损上盖胶时,要调整落料速度,使之与输送带速度*。
(8)、下托辊粘有物、,不转动或没调整好,上盖胶异常磨损,应采取如下几种方法:安装清扫器、清洗输送带、在返回辊上安装橡皮套、修理或更换返回辊。
F、非工作面附盖胶严重磨损
(1)、托辊及辊筒表面状态不良所致。托辊和辊筒破损、有附着物,需要修理,必要时安装消除附着物的挡板。
(2)、托辊转动不良,应搞好维修,加强润滑。
(3)、成槽托辊过于倾斜。应加以调整使之与输送带方垂直,误差不超过2度。
(4)、输送带在驱动辊筒上打滑。应检查张力是否正常,并适当加大张力。另外,为了防止打
滑,在驱动辊筒上包橡胶或使用压紧辊筒来增大包角。
G、输送带的边缘损伤
(1)、输送带边胶在辊筒或机架上过度磨擦或弯曲所致。检查输送带是否跑偏,并进行修理。
(2)、头部辊筒前的*成槽托辊离头部辊筒过近或过高所致,需调整托辊位置。
H、输送带伸长过长这是张力过大所引起的
(1)、尽量减少张紧负荷;
(2)、用胶面滚筒或增加包角,以改善驱动效率,减少张力。
(3)、使托辊转动良好,尽量减少输送带运行时的负荷
(4)、用同一速度,但减少输送量。
(5)、不改变输送量而加大输送带速度;
 食品机械设备网
食品机械设备网