 食品机械设备网
食品机械设备网










详细介绍

用耐腐蚀性强的特定金属制作,由分体设计加工的换热器和炉体两部分组成。两部分对接的烟气管道与支撑架均采用螺栓紧固连接。换热器采用3—3—4自上而下三层10根换热管横列结构,其中下部7根翅片管,上部3根光管。炉体由椭圆形(或圆形)炉顶、圆柱形炉壁和圆形炉底焊接而成。在炉门口两侧的炉壁对称位置各设置一根二次进风管。采用正压或负压燃烧方式。炉底至火箱上沿总高度1856mm,其中炉体高度1165mm(不含炉顶翅片),底层翅片管翅片外缘距炉顶86mm。基本结构与技术参数如图1、图2所示。
炉顶和烟气管道加散热片。炉顶和炉壁采用对接或套接方式满焊,炉壁和炉底采用对接方式满焊。炉顶翅片(散热片)、烟气管道侧面翅片(散热片)和炉门框法兰可采用双面满焊、单面满焊、单面满焊+对面段焊或两面交错段焊(两面交错段焊点互相连接)方式之一焊接。采用段焊时,每段焊接长度应不小于50mm。为减少变形,烟气隔板与火箱内壁应采用单面断续段焊,采用断续段焊时,段间间隔应不大于100mm。所有焊接部位选用与母材一致的焊材进行焊接,保证所有焊缝严密、平整,无气孔无夹渣不漏气,机械性能达到母材性能。当高等级母材与低等级母材焊接时,须选用与高等级母材一致的焊材。金属外表面均采用耐500℃以上高温、抗氧化、附着力强的环保材料进行防腐处理(包含炉底外壁、炉门框下底面、灰坑框下底面、散热管翅片带间隙等隐蔽部位)。设备使用寿命10年以上。
烘烤高温轴流风机广泛使用于生产喷漆、烟草烘干、木材干燥、橡胶生产、药物生产及工厂、车间、工作室、仓库、地下室等高温高湿场所作通风排气之用,该风机结构新颖、外形美观、性能优越,比市场上销售的风机具有耐高温高湿、风量大、风压高、噪音低、高效节能、维护方便等特点。风机输送无腐蚀,无明显灰度气体,气体含尘土及硬质颗粒物不大于150mg/m3。
我公司生产的耐高温风机电机所使用的轴承油脂都是经过科研机构多年研究成果委托国外厂家定制生产,温度可达250℃,低温-40度,目前市场上普通风机电机的耐高温度只有160 ℃;风机电机端盖带外注油结构,在端盖侧端设计油嘴便于加油,端盖下端位置设计放油孔,注油时松开放油孔,注满后自动流出锁紧即可,电机可运行8000小时后再进行注油;普通电机在高温情况下运行不到1000小时;而且不带外注油结构,照成用户*不便,另外我们耐高温风机可在电压波动+-20%下*运行。
适用条件
环境温度大不超过130℃,相对湿度不大于98%,弱酸弱碱、蒸汽及无可燃气体的环境,也可根据具体情况用于干燥设备中。
标准形式
1.额定电压:220V, 380V
2.额定频率:50Hz/60Hz
3.工作方式:连续(s1) 正反向周期运转
4.冷却方式:IC411
5.防护等级:IP54/IP55
6.绝缘等级:F级(120℃),H级(180℃)
适用条件
环境温度大不超过130℃,相对湿度不大于98%,弱酸弱碱、蒸汽及无可燃气体的环境,也可根据具体情况用于干燥设备中。
标准形式
1.额定电压:220V, 380V
2.额定频率:50Hz/60Hz
3.工作方式:连续(s1) 正反向周期运转
4.冷却方式:IC411
5.防护等级:IP54/IP55
6.绝缘等级:F级(120℃),H级(180℃)

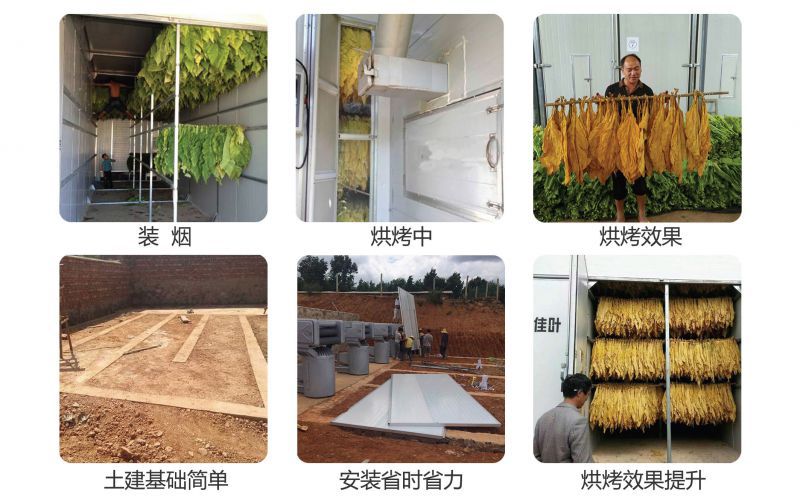
密集烤房是烤烟生产中烘烤烟叶的设备。具有装烟密度大,使用风机进行强制通风和热风循环,平面、立面干球温差和湿球温差小,烟叶变黄、干燥均匀,烤后烟叶黄烟率高,烘烤时间短的特点,另外,还有温湿度自控系统辅助烘烤设备,操作方便,容易掌握,降低烘烤工作强度明显,节省烘烤用工等优点。密集烤房分气流上升式密集烤房和气流下降式密集烤房两种。两种密集烤房在烘烤烟叶的过程中,虽然气流不同,但仍具有较多的相似性。目前云南烟叶已进入成熟采收烘烤阶段,为确保提高烟叶烘烤质量,特提出密集烘烤操作技术要点,供各地烘烤烟叶参考。
一、提前检修烤房并烧火试炉,确保烘烤工作顺利开展
烟叶采收烘烤前,需对使用过的上年烤房进行散热管掏灰,更换石棉条,确保烧火旺,散热管检修盖板密封不漏烟,以后烘烤两炉次再掏灰一次;更换陈旧传感器纱布和对还可用的纱布用洗滴剂清洗,保证烘烤时传感器纱布吸水良好,测定数值真实可靠;对出现损坏的门窗、墙体和担烟梁等维护结构进行修复,提高烤房的保温、保湿性能。烤房检查修理后,对新旧烤房都要先起动运行,烧火试烤,检查控制控制器工作是否正常,散热器是否漏烟,助燃风机、循环风机和进风板的转动是否正常(注意风机不得反转),线路电压是否合理,附属设备发电机是否正常,若发现问题必须进行检修,确保设备工作正常。另外,还要备足燃油,才能保障烘烤工作顺利展开(详见烤房组合图1)。
密集烤房组图1
二、烤前查看田间,合理计划采烟,统一采收标准,提高采收成熟度相似性
在烟叶采收前,必须到田间查看烟叶的成熟情况,认真估算需要采收的量,做好计划采收工作。每次进行烟叶采烟前,要到田间对采收人员进行现场培训,统一采收标准。采烟时要做到不多采、不少采、不漏采、不采生,缩小采收烟叶的成熟度差异(详见图2、图3、图4)。

三、分类堆放,优化上竿,统计分配,对号装炕
1、严格分类编烟。先将采回来的烟叶按部位、大小和成熟度进行分类堆放,然后先编代表性强的大类烟叶(大小或成熟度),但在编烟的过程中,要剔除成熟好(小叶)和稍差(大叶)的烟叶,抛弃无烘烤价值的过熟叶、重病残叶、生叶和黑爆叶。之后再按成熟好或成熟稍差依次编烟,同时须剔除不同类型的可用烟叶和抛弃无烘烤价值的烟叶。编烟要做到同竿同质,同一成熟度,竿内密度均匀、竿与竿重相近(详见分类编烟组合图5)。
图5 分不同烟叶类型编烟
2、科学装烟。装烟前要统计好竿数,按各层竿数相同、同层均匀、黄叶先干的原则,分配好各类型烟叶的装炕次序和对号装炕,实现烟叶烘烤特性与烤房温、湿分布规律对接,提高各层烟叶烘烤质量。一般情况,气流下降式密集烤房以顶层温度高,相对温度低,烟叶干燥,装烟宜黄不宜生,底层温度***,相对湿度,烟叶后干燥,装烟尽可能放绿叶,不放黄叶;气流上升式密集烤房则是以底层温度高、相对湿度低,烟叶干燥,装时应以黄叶为主,顶层温度***,相对湿度,烟叶后干燥,装烟叶要把握装生不装黄。前后温湿度高低要看密集烤房建盖的年代而定。
3、编装操作事项。在编烟、装烟的过程中,要轻拿、轻放,防止烟叶破损、阻断,降低烟叶质量。在运输和堆放烟叶时,要防止暴晒和过分挤压,尽可能减少擦伤、磨伤、破损和灼伤等有损烟叶质量的行为。
四、统一传感器挂放位置,提高温湿度测量的准确性,实现统一指挥烘烤的目的
为尽可能减小烤房之间测量的温湿度值的差异,降低烤房之间的可变性,做到工艺设置统一,传感器的感温部分必须统一挂放位置。通常传感器挂放在烤房中梁下方的中仓靠前仓处30cm左右的地方,顶层感温头与顶层叶尖基本平行,底层感温头比低层烟叶叶尖高2cm左右为宜。
五、合理添煤,准确控温
为了准确控制好干球温度和湿球温度,在烟叶变化的各个阶段,要合理添煤。
1、在烟叶变黄中前期,基本不通风排湿,耗热较少,每次加煤就控制在0.5kg-1kg,确保升温速度为0.5-1℃/h和稳温变黄。
2、在烟叶变黄中后期,因为少量通风排湿促黄,耗量增大,需要适当加大火力,补充热耗,每次加煤可控制在1kg左右为宜,才能满足升温速度0.5℃/h或稳温促黄、促干的需求。
3、在烟叶凋萎排湿中前期,由于进风进量逐渐增大,火力要求也随之加大,每次加煤时可到2kg-3kg,控制升温速度为0.3-0.5℃/h。
4、到凋萎后期、定色期和干筋前期,此期因为烟叶定色进风量,为确保大排湿对热耗的需求,每次可加煤4kg-5kg,同时控制升温速度不可超0.5℃/h。
5、干筋后期由于烟叶含水量少,进风排湿量小,可将加煤量减至3kg-4kg/次,使升温速度达1-1.5℃/h,并稳定干筋期温度,直到烟叶主脉烤干为止。
六、掌握好排湿技巧,破解烤青、挂灰和烤糟等难题
在烟叶烘烤过程中,如何做到排湿适宜,实现烟叶干燥程度与变黄、烤香相匹配。关键掌握如下操作技术:
(一)掌握好通风排湿时机
通风排湿时机要看烟叶的含水量高低、装烟容量和气候等因素,烟叶含水量高、装烟容量大和雨天烘烤,在稳定起火温度35-36℃后,烤房上下层温度差1℃以内,上下层湿差小于0.3℃时,可进行通风排湿,反之,则不排湿。在烟叶进入38℃变黄高峰阶段时,要看烟叶的变黄成度来决定通风排湿时机,一般在点火烘烤36小时后可进行通风排湿,即使是烘烤成熟度比较差的烟叶,通风排湿时机也不可超过点火后48h。因为通风排湿时机偏晚,烟叶失水量不足会降低烟叶变黄速度,烤后烟叶色度差,光泽暗,品质低下。随烘烤工作的深入,烟叶黄度加强,需逐渐加大进风排湿量,加快烟叶的干燥、定色。
(二)掌握好排湿量
烘烤过程中排湿量的多少,在一定的干球温度条件下,一般看测量所得干、湿球温度差的大小(传感器纱布吸水正常)来决定通风排湿量的多少。干湿球温度差小测量所得湿球温度高说明烤房内水分含量大,排湿量小;干湿球温度差大,表明烤房内水分含量低,排量大。一般干球温度为35-36℃时,干湿差为0.5→1℃,干球温度38℃→40℃时,干湿差定1.5→3℃,干球温度由40℃→46℃,干湿差由3℃→9℃(即稳定湿球温度不变,逐渐加大通风量,缓慢升高干球温度),干球温度达47℃→50℃时,干湿差由9℃→12℃,干球温度由50℃→60℃时,干湿差由12℃→21℃,干球温度由60℃→65℃时,干湿差由21℃→24℃。经过上述通风排湿,使烟叶的干燥程度与变黄、烤香相匹配,烤出色、香、味俱全的高质量烟叶。
(三)控制适宜的烟叶干燥程度
准确把握烟叶在烘烤过程中的干燥程度,使烘烤阶段稳步推进。烟叶干燥目标:叶尖开始变黄,叶身发热、发软;烟叶变黄7-8成时,烟叶基本拖条(不可达勾尖,否则易把烟烤青);烟叶全黄时,烟叶全拖条。干球温度要超过43℃前,烟叶干燥程度必须达到沟尖卷边,干球要超46℃,烟叶干燥程度要达一半以上,干球温度要超50℃时,叶色须基本定色,干球温度要超55℃时,烟叶应全部定色。否则,容易烤坏烟叶(轻则挂灰,重则烤糟)。
(四)正确使用自动控制装置
自动控制湿球设备是密集烤房的一个特点,在烘烤中,要灵活加以应用,减轻烘烤强度。一般情况下,烟叶在勾尖前,使用自动排湿较为适宜,之后,使用手动控制进风门,更利于提高烟叶烘烤质量。另外,循环风速的选择,一般装烟量低于4吨的密集烤房,以使用低速循环风为宜,装烟量为4-5吨的烤房,循环风采用“低-高-低”交换,只有装烟量达5吨或更多时,才可使用高速循环风烘烤。需要注意的是在使低速循环风烘烤时,如果全炉烟叶均已基本全黄,但烟叶的失水量不达目标要求,可在稳定干球温度42℃,采用高速循环风进行快速通风排湿4-6h,使变黄后的烟叶快速实行勾尖卷边的目标。
七、根据不同气流流向,合理设置干、湿球温度
由于烤房气流不同,所选择指导烧火、通风排湿的传感器也不相同。通常气流下降式密集烤房都选择顶层测量的实际干、湿温度为依据,通过烧火、通风排湿来控制所设定的干、湿球温度值,实现烟叶变黄、干燥、烤香的目的,而气流上升式密集烤房则相反,以控制低层的干、湿度为准,逐步实现烟叶烘烤阶段目标。在两类密集烤房烘烤过程中,一般气流下降式烤房测得的干球温度要比气流上升式密集烤房低1℃,而湿球温度则高0.5℃左右。因此在设置两种烤房温、湿度时,需要分别对待,否则易烤坏烟叶。一般两种烤房的干、湿球温度设置如下表1(仅供参考)。
表1 密集烤房干湿球温度设置对照
阶段 | 气流上升 | 气流下降 | 烘烤目标 | ||
干球(℃) | 湿球(℃) | 干球(℃) | 湿球(℃) | ||
起火 | 35.0-36.0 | 34.0-34.5 | 35.0-36.0 | 34.5-35.0 | 中层90%烟叶叶尖开始变黄 |
变黄前 | 37.0-38.0 | 36.0 | 37.5-38.5 | 37.0→36.5 | 中层90%烟叶黄7-8成 |
变黄中 | 39.5-40.5 | 36.0 | 39.5-40.5 | 37.0→36.5 | 中层全黄,50%以上烟叶勾尖 |
变黄未 | 41.5-42.5 | 36.0-36.5 | 41.5-42.5 | 36.5-37.0 | 中层全黄,90%以上烟叶勾尖 |
凋萎 | 44.0-48.0 | 36.5-37.5 | 43.0-47.0 | 37.0-38.0 | 中层90%以上烟叶半卷筒 |
定色 | 55.0-56.0 | 38.0-39.0 | 54.0-55.0 | 38.0-39.0 | 中层90%以上烟叶主脉干燥1/2 |
干筋 | 66.0-67.0 | 39.0-40.0 | 65.0-66.0 | 40.0-41.0 | 全炉烟叶主脉干燥 |
在观察烟叶变化时,都以观察中层烟叶的变黄、干燥为主,兼顾顶、低层烟叶的变化情况。
八、灵活掌握阶段的烘烤时间,适时转火升温、通风控温
烟叶在烘烤过程中,只要实现阶段目标,本阶段烘烤就应该终止,转火进入下下一阶段。各阶段烘烤时间的长短,因烟叶的变化进度快慢而定,没有准确的时间要求,只有参照时间。一般情况,变黄阶段大约需要60-72h,其中起火阶段需要12-16h,变黄高峰阶段需要36-40h,变黄后期需要12-16h。变黄期烟叶变黄所达目标如图6、图7、图8;凋萎阶段大约需要12-24h,其中前期需要12h,后期大约需要12h,烟叶烘烤所达目标如图9;定色期大约需要24-36h,烘烤目标如图10;干筋期大约需要的24-30h,烘烤目标如图11。

公司自成立以来,根据市场的需要和客户的需求,开发出了烟叶烘烤控制器、农副产品烘干控制器、木材烘干控制器、智能温室环境自动控制器等系列产品及配套物联网信息化管理系统,并在山东、山西、河北、河南、江西、福建、广东、云南、贵州、四川、湖南、甘肃、新疆、宁夏、广西、黑龙江、吉林等20余个省市成功推广应用,质量可靠、运行稳定深受用户好评。
 食品机械设备网
食品机械设备网