一、产品描述
1.下沉式纸箱包装机(BY-ZB25)是我公司融合意大利、德国等同类产品的优点,结合本国国情,经技术改进自行研制开发的产品,是目前的纸箱包装设备。
2.本设备采用伺服定位,PLC控制,全自动运行;主传动采用进口电机驱动,各级传动通过链条/链轮调速等。其自动化程度高、控制可靠、调整简单、智能化操作等优点,可广泛地使用在饮料、啤酒、化工、食品、医药等行业,可对各类瓶罐进行二次包装,与自动灌装生产线配套使用。
3.本机主要零件采用优质不锈钢及铝材,电气、气动系统采用进口元件,如:AIRTAC气缸及气动原件,施耐德的伺服系统及国产优质减速电机,乐百德热熔胶机,SICK传感器,法国TE的接触器,此设备故障率低,维护量少,可靠性高。

二、设备优点
1、采用直进瓶方式:占地面积小,简化装箱机前的输送系统,降低整线设备投资成本;
2、采用旁进纸方式:结构简单合理,故障率小;
3、采用两级减压:产品有效减压,落瓶顺畅,不卡瓶,落瓶成功率99%;产品下落装箱工序后处于微压力平稳输送状态,并有防倒扶瓶结构设计,基本杜绝倒瓶现象;
4、采用伺服落瓶系统:定位精度高、运动动作准确,有效降低设备运行时的冲击及振动,大大提高设备运行稳定性及可靠性;
三、结构特点:
1.主传动采用变频调速及PLC控制技术,结合人机界面,实现无级调速,主控制采用西门子编程控制器,具有快速的通讯能力和强大的诊断功能,保证了系统的可靠性。操作方便,结构紧凑合理,自动化程度高;
2.工作可靠:本机是由气动元件来实现产品的包装动作的,通过伺服电机驱动主链条上的产品输送,保正产品在每个工位的准确到位,气动和电控制把产品准确、可靠地完成产品的包装成型;
3.运行平稳:整个包装过程的动作通过私服电机驱动主链条上的产品,实现从一个工位到下一个工位启动与停止的平稳过渡,并与气动、电、光控制相结合实现自动化操作。动作协调,运动平稳准确;
4.输箱通道采用微压力控制设计;
5.符合食品卫生要求:采用无油润滑的气动元件,大部份运动部件之间均采用了终生不需要注油润滑的人性化设计,为用户减少了大量的使用成本。小部份运动件需要用户加油润滑,加油方便,日常维护简便省事;同时噪音小,又没有油污染
6.进纸采用自动化连续进纸;
7.设有多种保护功能,出现故障时及时停机。如:进箱带上不满箱时自动停机等待;输瓶台上不满瓶时自动停机等待;进纸位卡纸时和落箱位卡箱时自动停机;操作人员进入安全隔离线时自动停机等;
8.输瓶系统采用国产优质整体式网链配有过渡板以保证与买方输送带平整过渡;整机系统根据输送带上产品进瓶速度自动调节包装速度;
四、主要参数、圆瓶、方瓶、异型瓶
| 包装产品 | 包装格式 | 产量 | 适用 |
| 200ML-400ML | 4*6、4*5、3*4或3*5、2*3等 | 25PPM | PET/易拉罐/玻璃瓶 |
| 300ML-500ML | 4*6、4*5、3*4或3*5、2*3等 | 25PPM | PET/易拉罐/玻璃瓶 |
| 300ML-600ML | 4*6、4*5、3*4或3*5、2*3等 | 25PPM | PET/易拉罐/玻璃瓶 |
| 500ML-1.25L | 3*4、2*3等 | 25PPM | PET/易拉罐/玻璃瓶 |
| 1.25L-2.5L | 2*3、2*2等 | 25PPM | PET/易拉罐/玻璃瓶 |
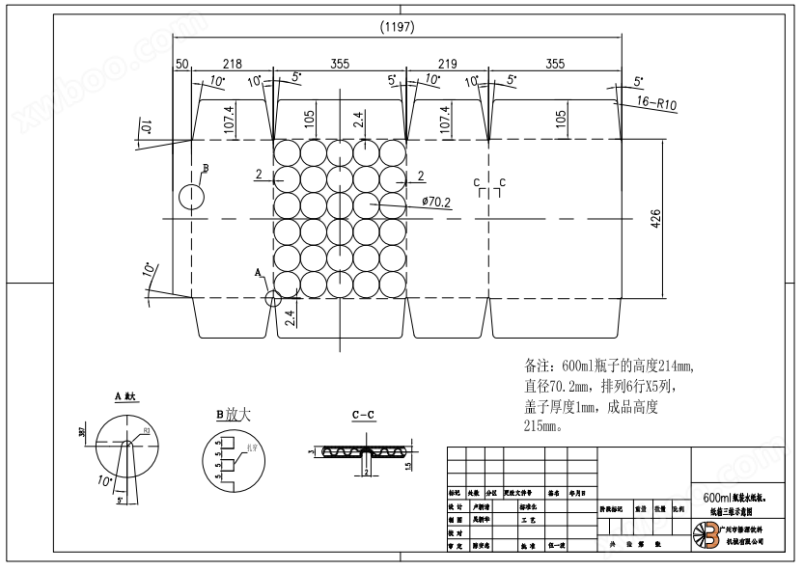
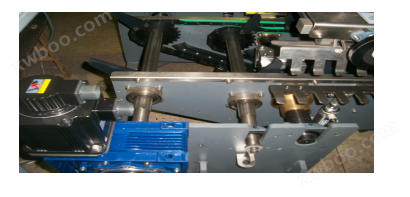
五、设备总装图:

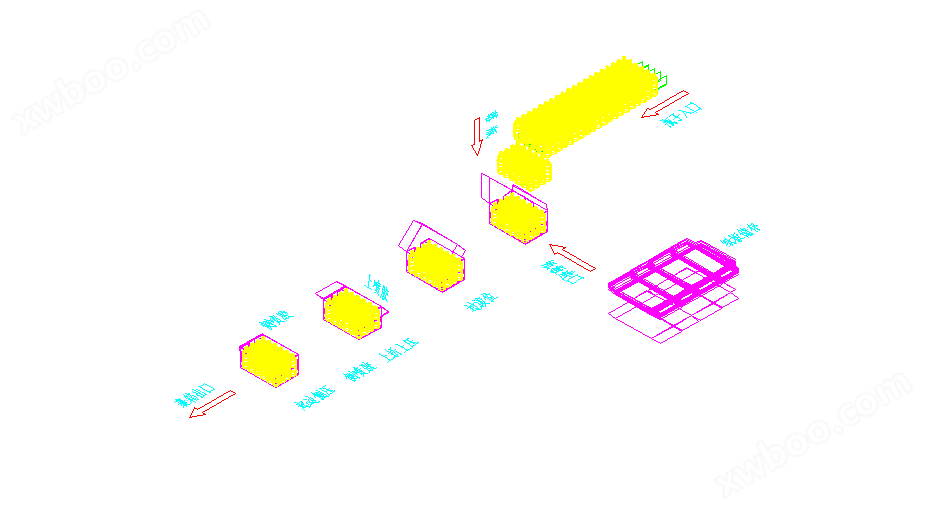
六、纸包工艺流程:
容器在进瓶输送带上被分隔板分成多条线道,然后由分瓶机构均匀地分组。容器分组后,通过落瓶机构落到纸板上。在下落机构带着瓶和纸板下降的过程中,通过一组成型挡板,将纸板折成纸箱状。在主传动带着箱包前进的同时,首先通过喷胶机构完成纸包顶部的喷胶,再通过凸轮机构将顶边折下,同时前压箱压下完成顶部的粘合;箱包继续向前运动,再通过喷胶机构完成纸包侧面的喷胶,并通过侧压及后压箱机构完成纸包的最终成型及粘合,由主传动将纸包送出至输送带。
七、输瓶机构:
本部分采用国产优质电机及减速机单独传动,由施耐德变频器实现调速。进瓶输送带由高分子、低磨损、自润滑工程塑料制成。对每个细节的优化设计,以保证设备性能的稳定。 为保证生产的连续、稳定运行,瓶在进行包装前系统会检测包装区前是否有缺瓶、倒瓶现象,如果有缺瓶、倒瓶现象,落瓶机构自动停止落瓶并系统提示。

八、加速段:
使用皮带输送减少摩擦力,可以在瞬间把瓶子送至落瓶位置上,使进瓶更加顺畅。有效减轻前端进瓶带输送的压力,提升整机包装速度.
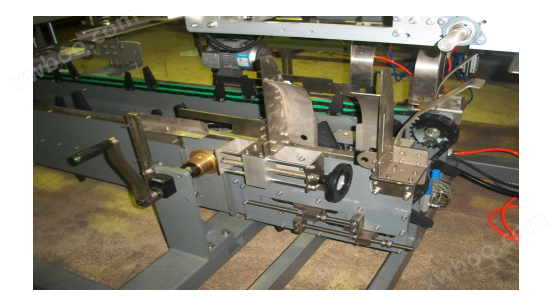
九、落瓶机构:
当对射光电开关检测到瓶子满且纸板也被送到瓶子底部时,此时就由气缸推动落瓶机构,机构前段装有气缸减压,使瓶子从落瓶板间隙中快速落入纸板上。
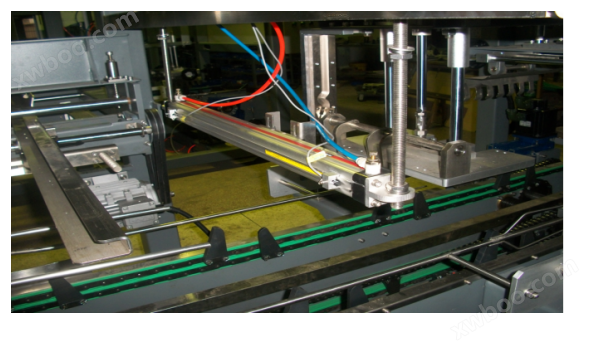
十、送纸机构:
送板机构是储存纸板并将纸板按需求逐张纸送至落瓶底部的机构。在其上还装有对纸板储存量进行检测的机构,以备纸板储存量少于一定数量时系统提示操作人员进行添加纸板。通过升降气缸提升吸纸板吸盘(AIRTAC真空气动组件产生真空),从储存的纸板堆中逐张吸取纸板,由送板气缸将纸板送入纸板导槽中。 由一台减速电机驱动将纸板导槽中的纸板,送至落瓶机构分堆落瓶装置的底部。
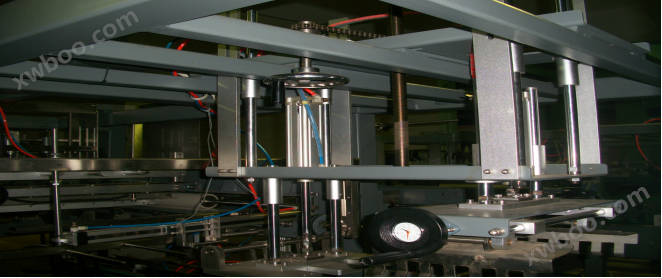
十一、下箱机构:
由气缸将两组吸盘升起至纸板的底部并将纸板吸附着,在分堆落瓶装置将瓶子落入纸板上后,再由伺服电机带动同步装置下落,同时左右两组吸盘吸住纸板,瓶子最终落入主传动输送链条上的前后夹箱链板之间。
十二、前压箱:
当纸箱裹包输送到前折边喷胶位后,前折边喷胶装置由气缸驱动胶枪在纸箱上盖进行喷胶;然后再由前折气缸驱动前折压板及挡板下压,通过一个凸轮机构实现前折压板、挡板的先后运动对纸箱前折边压合。
十三、后压箱:
当纸箱裹包输送到侧折边喷胶位后(此时起边侧压机构已将纸箱侧边喷胶完成),通过后压气缸将后压压板及挡板下压,将纸箱裹包固定及定位,以便起边侧压机构将喷好胶的纸箱裹包侧边压合。后压装置把纸箱固定及定位状况下,通过两侧的侧压气缸推动侧板,使纸箱的侧边压合。
十四、纸箱成型:
纸箱成型有3个步骤完成。
1.在吸板机构将纸板和瓶子落下时,通过一组成形挡板,将纸板折成纸箱状。使瓶堆纸板落下时纸板能折边成型,完成纸板的初次折边成型。
2.由前压箱气缸挡板下压,通过一个凸轮机构实现前折压板、挡板的先后运动对纸箱前折边压合。
3.后压箱装置把纸箱固定及定位状况下,通过两侧的侧压气缸推动侧压板,使纸箱的侧边压合。整个纸箱成型过程已完成。

十五、主传动:
主传动主要由驱动装置、输送装置、调整装置等组成。是由两台伺服电机为动力,带动减速箱驱动前传动轴、后传动轴上的链轮,带动链条转动。通过调节链条上的前后夹箱板的距离,可以调整纸箱的宽度。
十六、喷胶系统
整个系统性能稳定,调整方便,喷胶位置准确可靠选用诺信或乐百德专门用于包装行业新型热熔胶机,大大延长了胶机的运行时间,限度地降低了维修保养时间,能为用户较低成本、提高生产效率。
特点:
1、出胶能力高达12.4kg/hr
2、大容量胶缸采用篮式滤网,
3、无需日常清洗

十七、控制系统:
完善了各种控制功能,各主要关键点均设置电子监控制装置成熟的伺服控制技术使设备使客户买得实惠、用的放心、设备工作平稳,噪音低, 生产率高 现场总线(PROFIBUS)控制技术, 波特率支持 9.6k 至 12M
总线上最多可连接 126 个设备并支持广播和多点通讯、SICK光电开关 性能稳定,响应时间仅为0.5ms

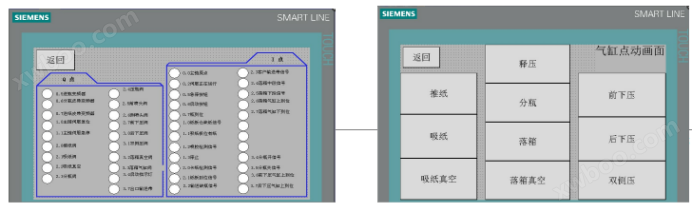
十八、人机界面:
1、人性化的人机界面
2、简洁的操作
3、周密的输入输出点控制技术
机器框架经过2.5 SAZ级喷砂处理,符合SIS规则,并通过溶剂除油、在160℃的烘箱中进行两种颜色的粉末喷涂,喷涂色:蓝色(可另选) 滑门:灰色(可另选)电气柜喷涂:米白色

十九、设备工作要求:
产品必须以相对平稳的速度进入机器,上游产品的输送速度应能控制,防止产品之间过度挤压。在出箱处,包装产品必须小心及时移开,保证包装过程正常进行。
| 生产能力 | 25箱/min |
| 额定功率 | 10KW |
| 使用电源 | 三相380V,50Hz |
| 压缩空气 | 250L/min,0.6-0.8Mpa |
| 热熔胶固化时间 | 1.5-2S |
| 机器重量 | 3000kg |
| 外形尺寸 | 6206(长)×2131(宽)×2087(高)mm |
| 进瓶带尺寸 | 2500(长)/620(宽)/1200(高)mm |
| 包装产品外形尺寸 | (350-450)长/(230-330)宽/(85-320)高mm |
| 包装瓶型直径 | φ55-φ108(mm) |
| 总开关 | TE公司 |
| 面板按钮 | φ22mmTE公司 |
| 机械限位开关 | TE公司 |
| 接近开关 | SICK公司 |
| 光电开关 | SICK公司 |
| 继电器接头符合 | DIN50-022-35标准 |
| 快速支架接头符合 | DIN50-022-35标准 |
| PLC | 西门子 |
| 异步电机 | 国产优质品牌 |
| 伺服电机 | 施耐德Schneider |
| 齿轮电机 | 国产优质品牌 |
| 伺服控制器 | 施耐德Schneider |
| 变频器 | 施耐德 Schneider |
| 热熔胶机 | 瑞士乐百德(诺信可选) |
| 气缸 | AIRTAC公司 |
| 触摸屏 | 西门子 |
| 其它电气驱动装置按照IEC529标准 | 按照IEC529标准,不低于IP54 |
| 轴承 | TR公司 |
| 链条 | 不锈钢、碳钢、高分子工程塑料 |