




PET瓶三合一灌装机集灌装、封盖系统于一体,是以引进、消化、吸收技术为基础,根据我国纯净水、矿泉水等饮品的灌装工艺要求,自行研制、设计而成的一种具有国内水平的PET瓶 5L 水灌装机。
一.结构特点
1.机架及工作台
机架采用结构钢主体,外表为304不锈钢层,304不锈钢框架,不锈钢可调地脚。
2.输瓶系统
输瓶系统除出瓶星轮外全过程采用卡瓶颈操纵,星轮均采用304不锈钢卡瓶颈星轮。进瓶采用螺杆输送确保平稳可靠的将空瓶输送给进瓶星轮。
出瓶拨轮采用不卡瓶颈结构,这样可以避免由于瓶高度调整,而需要调整三合一机后的其他设备链道面的高度。
用户在更换直径或高度不一样的瓶形时,只需更换定位拨轮瓦块即可。更换方便快捷。
3.冲瓶机部分
洗瓶夹头数量为12个,采用卡入式不锈钢瓶夹,夹钳不接触瓶口螺纹以上部分,冲瓶喷嘴为实心锥形喷嘴,可冲到瓶壁及底部各个角落,使冲洗更为洁净。
4.灌装机部分
灌装阀数量为12个,与饮料接触部件均为304不锈钢。灌装缸内表面均作镜面抛光处理。
高速大流量、高精度灌装阀,灌装速度快,液面准确。
5.拧盖机部分
旋盖头数量为5个,拧盖机采用法国AROL公司技术,拧盖为磁力拧盖,具有过载保护功能,且拧盖力矩稳定可靠。封盖无啃盖、高盖、歪盖、卷边现象。
304不锈钢下盖滑道,下盖滑道上安装有光电开关,自动控制理盖机的启停。可实现无瓶不送盖、下盖无盖自动停机功能。
理盖器内安装有测盖装置,配上输盖机可以实现自动输盖。
6.动力系统:
主传动采用电动机经带传动给减速机,然后再带动整机运行。变频调速,各个运动机构件采用压制油尼龙齿轮传动,运行平稳。
7.电器控制系统
密封式独立电控箱,不锈钢材料,进口PLC,变频器,继电器,光电开关,感应开关继电器元件,触摸屏操作面板,进口气动元件。
8.整机采用集中干油润滑系统,使设备维护,保养更加方便。
二、结构介绍
本公司BY12-12-5采用螺杆进瓶至封盖结束全程吊瓶口输送。整机由以下部分组成。
1、机架与封窗 2、传动与润滑
3、灌装组件 4、输瓶系统
5、气路系统 6、电控系统
7、旋盖组件 8、冲瓶组件
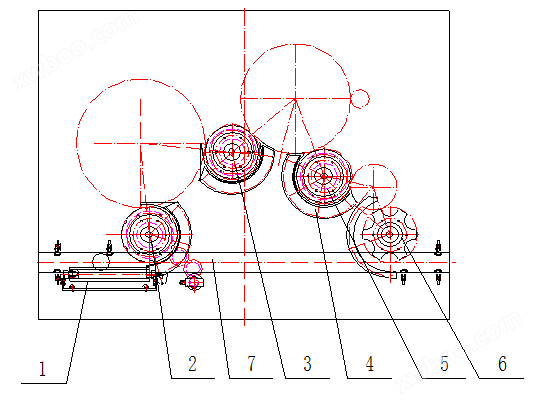
1.工作过程
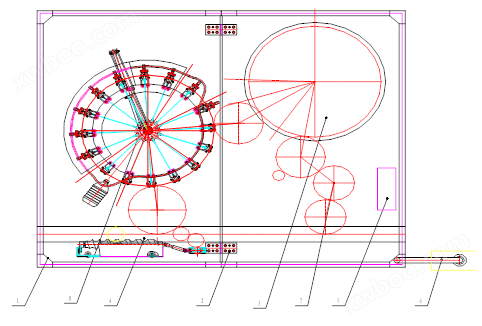
瓶子通过输送链输送,经由进瓶螺杆、进瓶拨轮分瓶后,分成合适的间距后传送至冲瓶机,冲瓶机回转盘上的冲瓶夹夹住瓶口沿一导轨翻转180°,使瓶口向下。在冲瓶机特定区域,瓶夹上专用喷嘴喷出无菌水,对瓶子内壁进行冲洗,沥干后在瓶夹夹持下沿导轨再翻转180°,使瓶口向上。洗净后的瓶子通过拨瓶星轮由冲瓶机导出并传送至灌装机。进入灌装机的瓶子由挂瓶板卡住瓶口,在升降组件的作用下上升,克服灌装阀弹簧的作用打开灌装阀,开始灌装;灌装结束后在凸轮的作用下,瓶下降离开瓶口。灌装好的瓶子经过渡拨轮传输进入旋盖机。旋盖机上的止旋刀卡住瓶颈部位,保持瓶子直立并防止旋转。旋盖头在旋盖机上保持公转并自转,在凸轮作用下实现抓盖、套盖、旋盖、脱盖动作,完成整个封盖过程。成品瓶通过出瓶拨轮从旋盖机传送到出瓶输送链上,由输送链传送出三合一灌装机。本机全程采用吊瓶口方式。
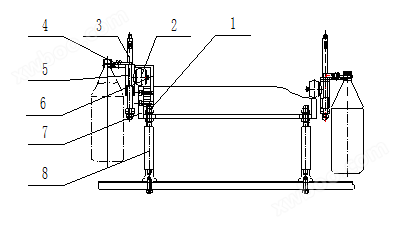
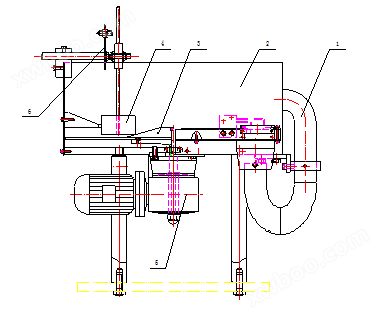
2.运行流程
PET瓶由输送螺杆(1)送入主机,由进瓶拨轮(2)分成固定间隔,传输至冲瓶机(3)冲洗干净后后。被冲灌拨轮(4)传送至灌装机(5)。灌装机的卡瓶口零件将瓶子夹持住,向上运动,瓶口与灌装阀下端密封、开阀、灌装。经灌装后,瓶下降,经灌封拨轮组件(6)传输至旋盖机(7)。旋盖过程结束后,瓶送进出瓶拨轮(8)传送到出瓶带(9),并送至下一道工序(或设备)。

三、设备结构及功能
1.冲瓶机
1.1设备组成:
冲瓶机主要由主轴部件、分水环、水槽组件、瓶夹部件组成
2.冲瓶工艺
冲瓶时间分配表(12头)。
生产能力:1200BPH(5000ml/瓶)
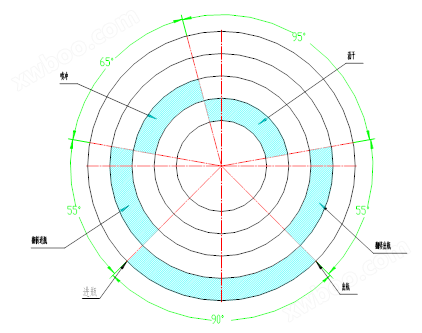
3.冲瓶时间分配表
| 工 位 | 角 度 | 时间(秒) |
| 空工位 | 90O | 9 |
| 进瓶翻转 | 55O | 5.5 |
| 冲 瓶 | 65O | 6.5 |
| 沥干 | 95O | 9.5 |
| 出瓶翻转 | 55O | 5.5 |
| 每圈时间 | 360O | 36 |
4.冲瓶介质:
无菌水或消毒水〈用户根据产品工艺要求确定〉。
四、主要结构
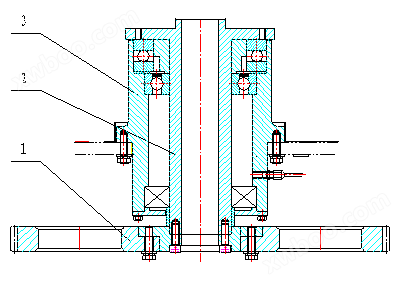
1.轴承组件
本部件为是冲瓶机中的一个重要部件,支承冲瓶机的主体部分重量。件1齿轮传递动力,再通过轴3将动力传至瓶夹安装板。件2轴座固定不动,支承整个冲瓶机的重量。图五
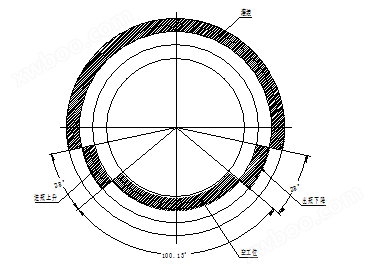
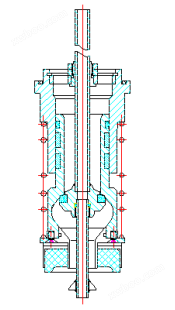
2.分水环
冲瓶介质由管4进入,件5起分水作用,冲瓶的角度由件5的外形结构所确定,冲瓶介质由件5分成多路通过件1实现冲瓶。件2用以保证冲瓶机冲瓶的角度位置在整机中不变,并对件5起预紧作用。组件3由防转组件保持固定不动。
3.水槽组件
水槽组件是用来收集冲瓶介质的,可以尽量避免冲瓶介质的浪费,实现集中排放或集中回收;冲瓶介质在下水槽2经由1回流。件5用来连接水槽的上下两个部分;件4是瓶夹翻转导轨,由件3等支撑定位;件6为上罩,主要是利于冲瓶介质的回收。

4.瓶夹
瓶子依靠瓶夹的夹持沿翻转导轨在冲瓶机上运转。件5是夹片,瓶颈的不同夹片也就不同,件4弹簧保证瓶夹能够夹住瓶子;2为夹轨柱,冲瓶机运转时,它沿翻转导轨运行。整个瓶夹由件3安装在支撑盘1上。

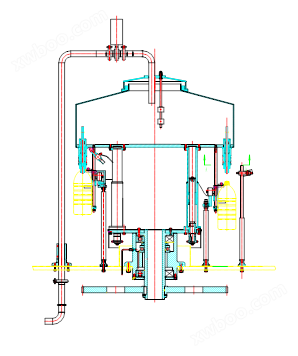
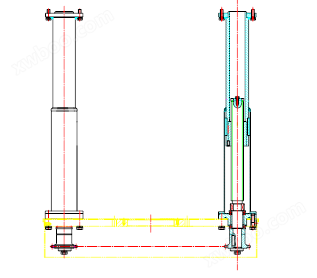
五、灌装机
1.设备组成
灌装机主要由轴承组件、液缸组件、液缸升降装置、瓶提升装置、灌装阀等部件组成;在设备中起到将物料灌装到瓶内的作用;与物料接触的零部件均用不锈钢材料和专用材料制作,符合食品卫生要求。
2.灌装工艺:
冲瓶时间分配表(12头)。
生产能力:1200BPH(5000ml/瓶)
灌装时间分配表
| 工 位 | 角 度 | 时间(秒) |
| 空工位 | 100O | 10 |
| 进瓶上升 | 28O | 2.8 |
| 灌装 | 204O | 20.4 |
| 出瓶下降 | 28O | 2.8 |
| 每圈时间 | 360O | 36 |
3.主要结构
3.1轴承组件
此部件为灌装机的重要组成之一,是用来传递动力和支承重量的。件1齿轮将动力通过空心轴2将动力传至液缸升降装置,件2为空心轴。件3轴承座则起到支承整个灌装机重量的作用。图十一
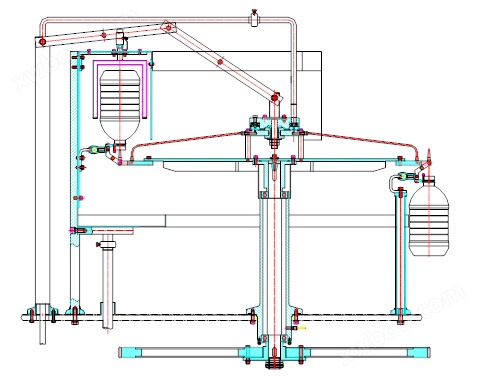
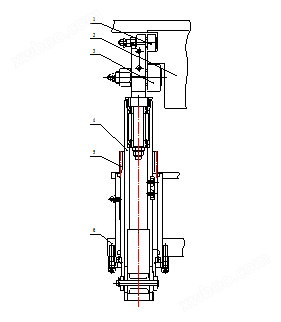
3.2液缸组件
液缸组件是灌装组件中的一个重要的部件,用于灌装前暂时储存液料,并使灌装阀在灌装时有一定的压差。如图所示,液缸组件由件1进液管、件2液缸盖、件3液位浮球、件4视镜、件5液缸组成。液缸5用于储存液料,液位浮球3控制液缸内的液位高度在适当的范围内,并可通过视镜4人工观测液缸内的液位,进液管1与气动蝶阀相连,当液缸内的液位达到低液位时气动蝶阀打开进液,当液缸内的液位达到高液位时气动蝶阀关闭停止进液。灌装阀、瓶提升装置和液缸升降装置就安装在液缸底部。

3.3液缸升降装置
液缸升降装置是灌装机上的另一个关键的部件,它主要用于支撑液缸,并适当调整液缸的高度。调整液缸升降装置时,转动调节链条即可。
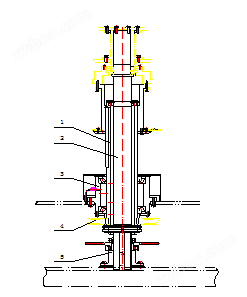
3.4瓶升降装置
此装置为机械装置,正常生产时,滚轮2固定在提升装置的导向块5上,在提升凸轮7和下压凸轮6作用下,带动挂瓶板4升或下降。导向块5内设滑动轴承,可以在导向杆3上上下滑动,凸轮支撑8起到支撑凸轮和提升装置的重量的作用。松开锁紧螺母1可以适当调整凸轮的高度,从而调整挂瓶板的高度。
3.5灌装阀
本部件是专为常压无回流灌装而设计的,整个设备的阀都集中安装在液缸上,灌装时阀不动,瓶子做上下直线运动,灌装时物料经进液口流入灌装阀中,然后弹簧被顶在瓶上的瓶子顶开后,注入瓶内。在非灌装状态时灌装阀在弹簧的作用下实现密封。在本部件中所有可能与外界连通的地方都使用了密封圈。图十五
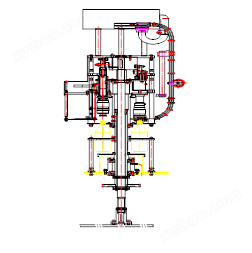
六、旋盖机
1.设备组成
旋盖机是由旋盖装置、旋盖总成、旋盖头、旋盖主轴等部件组成。
旋盖机的传动由减速机传输给齿轮,通过旋转中心柱将动力传给旋盖头,同时带动削轮转动从而带动拨盖盘的转动。
盖从理盖器理出,经落盖导轨送至拨盖盘,旋盖头在旋盖凸轮的作用下上下运动,并转动,转到与拨盖星轮相切的位置时取盖,再提升,转到与瓶子已进入旋盖机后,与瓶一起转动,完成旋盖、脱盖全过程。
2.旋盖机主要结构
2.1旋盖总成
旋盖凸轮2安装在顶板上是固定不动的,旋盖总成安装在支撑环6上,随着支撑环一起转动,同时滚轮1、3在凸轮的作用下沿着凸轮曲线滚动,并带动升降套4上下运动,当旋盖机旋转一转时,每一个升降轴将上、下往复运动一次。旋盖头就固定在升降套底部。同时齿形轴5由旋盖机上的双联小齿轮带动作旋转运动,实现旋盖动作。
2.2旋盖头
旋盖头上壳体靠螺纹拧紧在升降轴下端,当升降轴作公转、自转、上、下运动时,旋盖头也作相应的同步运动,在旋盖头内装有二组相邻磁性相反的磁柱体1,通过磁性体的相吸力,以保证相应旋盖力矩,旋盖力矩的大小通过调整二组磁性体之间的距离来保证。当旋盖力矩超过定值时,以两组磁体间的相对滑动,以实现旋盖齿圈的自转停止。旋盖头内的大弹簧是为了旋盖向下施力而设置的,在工作中允许旋盖模2沿轴向压缩2~6mm,顶盖弹簧3是为了防止吊瓶及清除旋盖模内瓶盖,以保证机器正常运转。
注:旋盖头内的磁铁调整环4、顶盖杆5出厂时已调好,请不要轻易调节。

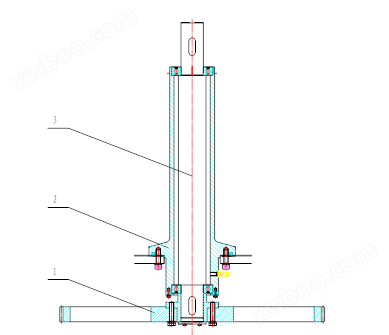
2.3旋盖主轴
轴承座3主要支撑旋盖机,动力经齿轮4传递给旋转中心柱1,从而带动旋盖机自转。拨盖组件的动力也源于此。件2、5支撑着旋盖机的整个重量,松开圆螺母,转动受柄,可以调节旋盖机的高度。
2.4拨盖组件
拨盖组件的作用是把由理盖器理好的盖子合理分配到旋盖头下,由旋盖机与拨盖组件之间销齿传递动力。
2.5落盖导轨
瓶盖进入导轨后即可顺利进入拨盖盘。为防意外,在落盖导轨上同时配置了一个防反盖的拨轮,确保进入拨盖盘的盖正确。在落盖导轨上还配置了一对光电开关,当检测到无盖时,就必须停主机。
2.6反盖检测装置
反盖检测应保证拨轮与反盖接触3~5mm,不宜过少,应保证检测可靠,也不宜过多,以保证下盖迅速。

2.7理盖器
将杂乱的瓶盖放进理盖器的料斗2内,料斗内有特制的理盖盘3,在电机5的作用下旋转,使盖子按照正确的方位排列至出口,送进落盖导轨;反盖会落入回盖管1内,回盖管1上有吹气嘴,可以将盖子吹回到理盖器内,重新理出。件4是用来搅盖的。件6信号支板上装有检测装置,理盖器中缺盖时自动报警。
注:根据用户的配置情况(配有瓶盖消毒机),在机器上可能没有理盖器。
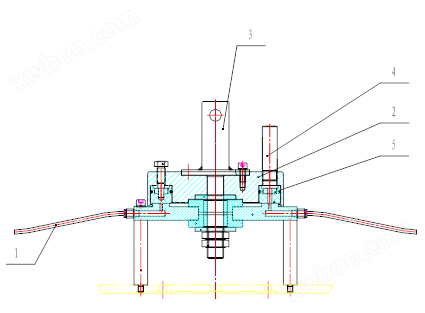
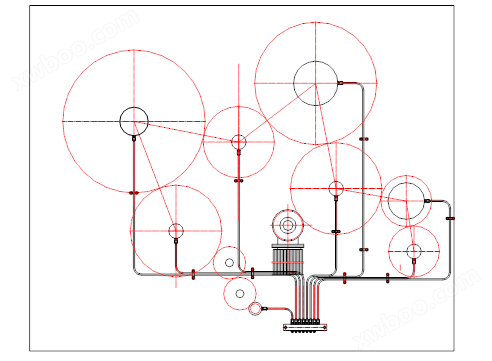
七、输瓶系统
整个输瓶系统由一套进瓶螺杆组件(1),一个进瓶拨轮(2),两个过渡拨轮(3、5) ,一套导板组件(4)和一个出瓶拨轮(6),以及输送链架(7)组成。
进瓶螺杆的作用是将输送链运送来的瓶子分成一定的间距。
进瓶拨轮的作用是将进瓶螺杆送过来的瓶子传输到冲瓶机。
过渡拨轮的作用是起冲瓶到灌装到旋盖之间过渡作用,两个拨轮的结构基本相同,两个拨轮都为吊瓶口加护瓶身传输。
导板的作用是与拨轮一起起到护瓶的作用,拨轮与导板应保持传输通畅,不能有较大的晃动,而导致瓶口物料外溢。在生产过程中,如发现瓶口物料外溢严重,应立刻检查和调整相关零部件。如需要更换不同瓶口直径的瓶型时,需更换相应的拨轮与导板。
出瓶拨轮的作用是把封盖结束后的瓶子运送到输送链上。
输送链架的作用是为主机提供源源不断的瓶子,并将灌装封盖结束的瓶子输送出三合一机。
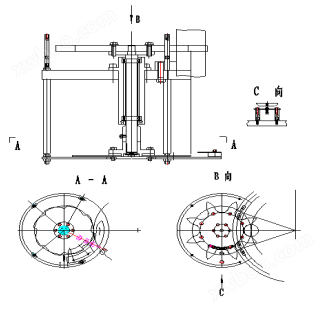
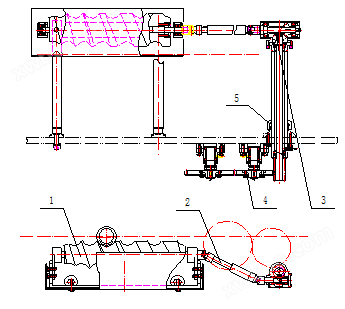
1.进瓶螺杆
本部件的作用是将输送链送过来的瓶子分成固定的间隔。如变更瓶型时需更换件1,并前后调整件1至合适位置后锁紧。件2为联轴器,确保调整件1时件1仍能得到变速箱3的动力。件4为过渡齿轮组件,作用是将主机的动力传至变速箱3,再由变速箱3将过渡齿轮组件4的垂直方向转动转换成螺杆水平方向的转动。当瓶身高度调整时,螺杆支撑架上的腰孔可供调整螺杆的高度,松开螺母5,可调整变速箱3的高度。
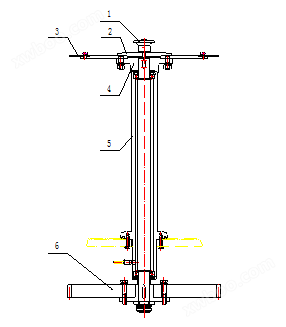
2.拨轮组件
拨轮组件在输瓶过程中起非常重要的作用。整个输瓶系统中共有一个进瓶拨轮组件,两个过渡拨轮组件和一个出瓶拨轮组件,结构大致相同,只有出瓶拨轮为托瓶底加护瓶身传动,其余均为吊瓶口加护瓶身传动。如图二十四,件3是拨瓶星轮,当瓶口变化时需更换变更件,松开螺钉即可更换件3;当星轮错位需调整星轮位置时,松开手柄1,使压板2保持松动状态,支座4上设有腰孔,将星轮3调整到适当的位置后,在重新锁紧受柄1。5轴座固定不动,6齿轮传递动力。
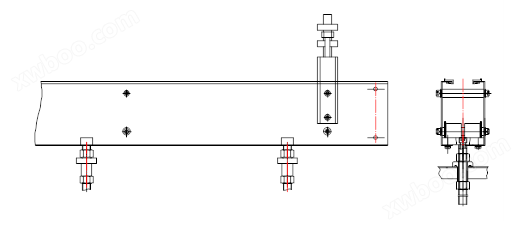
3.输送链架
输送链架的作用是把将经冲瓶、灌装、旋盖的成品输送到后续的包装环节,动力由后面的输送链架提供。输送链架安装在三合一机工作台上;当瓶型变换时,托瓶底的高度也变化;瓶身长、短,链架需调整高度;如果瓶直径变换时,则调整瓶带两侧的导轨的间距。
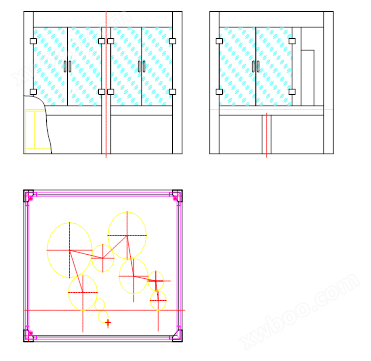
八、封窗
在整个机器中封窗起防护作用,防止人员在操作过程中碰到机器的旋转部分,也能够防止冲瓶介质等可能具有刺激作用的液体粘到人员皮肤上,避免受到不必要的伤害;在封窗上设有观察窗,人员在外面可以观察到整个机器的运转情况,在停机保养、维修时又可以打开门进入机器的内部。
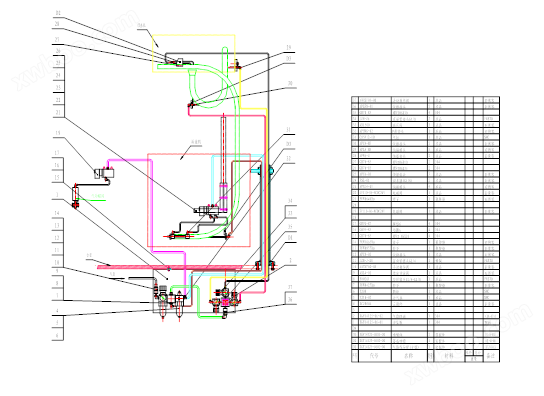
九、集中润滑系统
本机配有手动润滑系统,定期定时加油。下图所示为润滑点。
十、气路系统
主要为各用气点提供气源。
| 型号 | BY12-12-5E |
| 工位数 | 冲瓶12 灌装12 封盖5 |
| 额定生产能力 | 1200瓶/小(5000ml/瓶) |
| 板材材质 | 304不锈钢 |
| 板材厚度 | 1.5mm(门边1.2mm) |
| 气源压力 | 0.7MPa |
| 耗气量 | 0.8 m3/min |
| 工作电压(AC) | 380V |
| 控制电压(DC) | 24V |
| 主电机功率 | 3KW |
| 外形尺寸 | 3560X2760X2600 |
| 整机重量 | 4000kg |
| Item | Parts Name | Brand |
| 1 | PLC | 西门子 |
| 2 | Inverter 变频器 | |
| 3 | Touch Screen 触摸屏 | |
| 4 | Switch 电源开关 | 施耐德 |
| 5 | Contactor 接触器 | |
| 6 | Relayer 继电器 | |
| 7 | Solenoid Valve 电磁阀 | AIRTAC亚德客 |
| 8 | Drive motor 电机 | 西门子*贝尔 |
| 9 | Reducer 减速箱 | |
| 10 | Water Pump 水泵 | 南方泵 |
| 11 | Main Bearing 主要轴承 | NSK |
| 12 | Sensor 传感器 | Autonics 传感器 |
| 13 | Air component 气动元件 | FESTO 费斯托 |
| Stainless Steel Frame 不锈钢 | 韩国浦项 | |
| 15 | 密封圈 | 司达行 |
品牌说明:
1、整厂设备较多,不容易由一家公司生产,所以我们根据客户的目标进行优化配置;
2、主要考虑因素:对产品质量的要求、生产的速度、多规格的适应能力、运行的能耗、连续工作时长、配件的成本、使用寿命、软件升级、国家标准、投资预算等;
3、播源公司16年行业经验,数千家优势设备供应商资源,多学科技术工程师团队,为您匹配最合适的设备品牌;
4、选购生产线,免费提供产品配方开发服务;
5、选购整厂咨询服务模式,根据项目大小,只收取投资1-5%服务费用(从A-Z,从可行分析、项目设计、配方开发至产品上市提供全流程服务);












